我们的实拍<铁山>【当地】道路护栏就近发货视频将为您呈现产品的真实面貌和卓越性能,让您更好地了解产品的优点和特点,不容错过!
以下是:铁山<铁山>【当地】道路护栏就近发货的图文介绍

专注铁山镀锌喷塑防撞栏行业十余年
铁山镀锌喷塑防撞栏的详细介绍
售后服务正规厂家

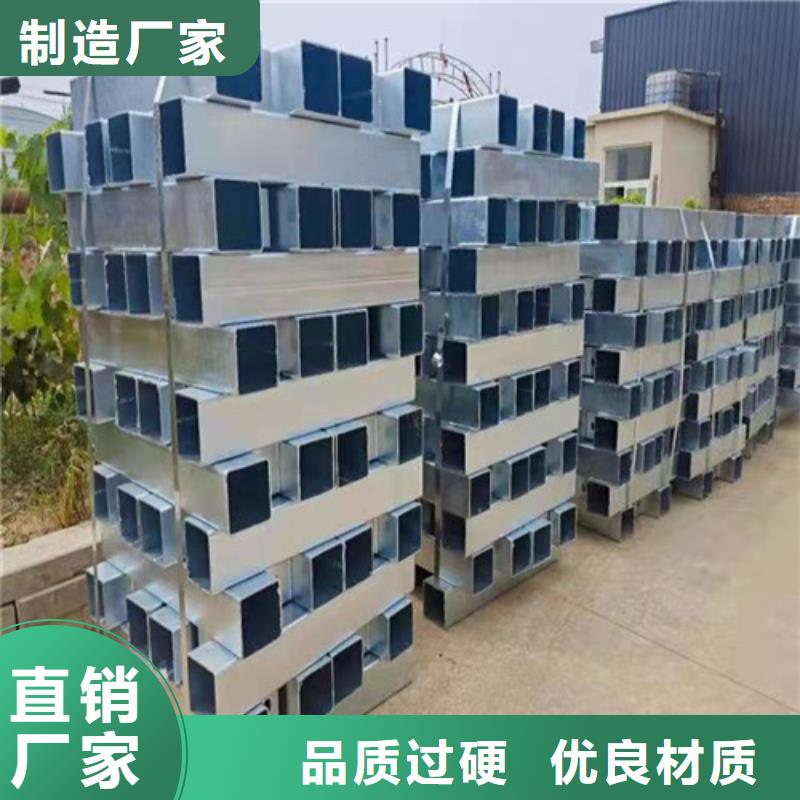
格结构、美妙实用;便于运载,安装不受地势起伏环境限制,护栏也很便利;是对于山地、湖田、多弯地带适应性极强;价格中级偏低,适合大面积使用。表面解决办法:比较快速的解决办法:热镀锌喷塑,绿色,红色,黑,彩色,之类;交通护栏防腐性能的解决办法就是经由热镀锌喷塑解决后,能够一生存在防腐性。 护栏两根立柱,柱中到片的宽度,可能要把这个尺寸把握好片,首先要在需要安装根立柱的地方画一个记 ,然后用测量仪测量下一根立柱的距离,这个距离必须要确定好,确定好后方可再记下记 ,然后从根立柱记 点开。 前两天,我们一家人去了外地游玩,途中经过了很长的高速公路,汽车飞驰,感觉很平坦,风景也很美丽。回家时由于天已经漆黑,高速公路两旁的风景不见了,不过很惊喜的是:我发现了藏在护栏里的小秘密。每当夜幕降临,汽车的灯光打开照向前方,前面两旁的护栏就像点亮了无数盏路灯,它们均匀地排列着,就像一串串耀眼的明珠,把整条大路照得明晃晃的。 我好奇地问这是为什么。他只粗略地解释:这是由于光的反射形成的,这样可以性。为了一探究竟我回家查阅了大量资料。原来是高速路上安装有大量的反光板、反光灯、反光标志牌。它们能反光是因为反光涂层上有玻璃微珠,使光发生折射和散射。
4大优势值得信赖
多年行业经验为您提供更好的铁山镀锌喷塑防撞栏购物体验
YEARS OF INDUSTRY EXPERIENCE TO PROVIDE YOU WITH A BETTER SHOPPING EXPERIENCE

实物展示
专业的铁山镀锌喷塑防撞栏生产厂家为您提供一站式采购
PROFESSIONAL PRODUCT MANUFACTURERS PROVIDE YOU WITH ONE-STOP PROCUREMENT
工程案例
细节决定成败,为您提供铁山镀锌喷塑防撞栏的解决方案
DETAILS DETERMINE SUCCESS OR FAILURE,PROVIDING YOU WITH PRODUCT SOLUTIONS
适用范围广
WIDE APPLICATION RANGE







 扫一扫
扫一扫













