想要知道【重庆】 钢锭【冷拔异型钢管】厂家直接面向客户产品如何?看视频就知道!看视频,选产品更明智!
以下是:重庆【重庆】 钢锭【冷拔异型钢管】厂家直接面向客户的图文介绍


铸钢件加工的铸造工艺设计是铸钢件加工的重要环节, 是获得优质高产铸钢的重要技术管理措施。在选定铸造工艺方案时,须考虑铸造车间的具体条件,如铸造设备运转情况、生产能力,铸钢件的结构和尺寸、技术要求以及生产数量等。
当生产的工艺方案决定以后,还应根据产品零件图的形状、尺寸和技术要求,选定各种铸造工艺参数。铸造工艺参数是由金属种类和铸造方法等要素的特点决定的。
铸钢件是金属物件,它很多不同的形状,铸钢件加工过程复杂但又具有创造性,那么铸钢件加工的工艺特色是怎样的呢?
大型铸钢件加工及工艺设计需要考虑很多的工艺方面的条件要素,也需要运用很多的设计技巧。一些在小件中不显眼的因素,在大件中就会产生巨大的影响。大型铸钢批量小,工艺试验和改进也比较困难,要求其设计者具有有丰富的行业知识和设计经验。



镇静钢采用上大下小带保温帽的铸模。近年广泛采用发热保温帽和隔热板保温帽等以提高成坯率。
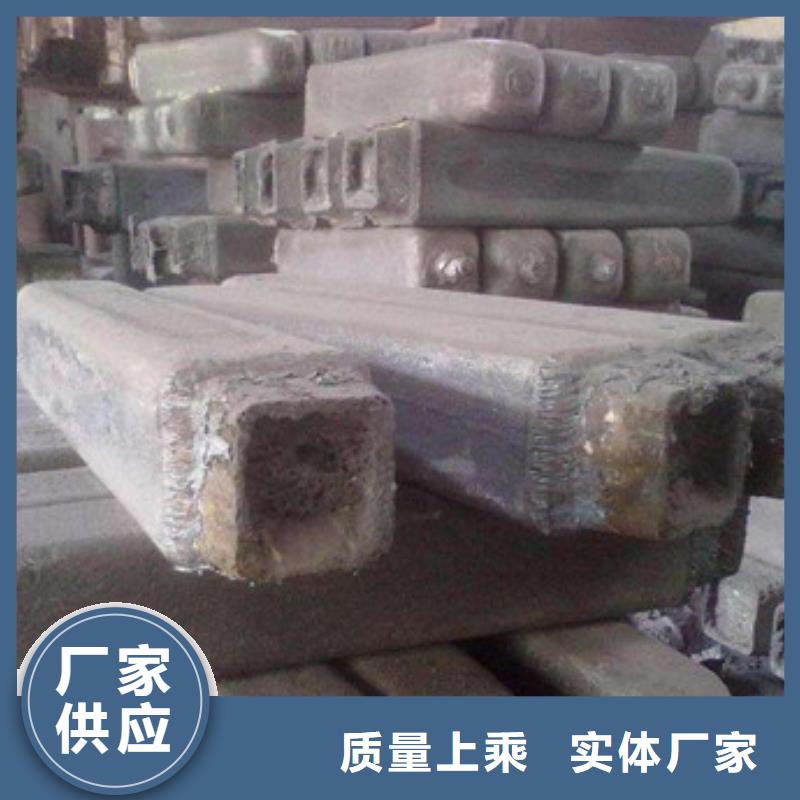
沸腾钢
钢液中含氧量较高(0.02~0.04%)、在锭模中发生强烈碳氧反应、生成一氧化碳气泡,使钢液在模中沸腾而得名。这种钢凝固一开始,气泡就形成并上浮。钢锭表皮凝固成含铁较纯的壳层。当表层达到所要求的厚度时,在钢锭顶部加上盖板,使顶部凝固,阻止气泡继续逸出;也可在顶部加入硅铁、铝等脱氧进行化学封顶;也有用瓶口式锭模进行封顶。另一种方法是在钢液凝固成表面层后即向整体钢液中加铝脱氧,这种钢锭称为外沸内镇钢。沸腾钢一般采用上小下大敞开式的瓶口式铸模。沸腾钢锭成坯率高达90~92%,主要用于低碳钢。



新物通物资有限公司位于东昌府区滦河路170号,公司具有现代化的生产设备和多年的生产技术,产品的多样化即美观大方又有j i好的立体效应,自动化表面浸塑,使产品具有了耐腐蚀、抗老化 、耐酸碱、不腿色、表面平整、光亮、手感好的特点,进而使产品达到完美的境界。
我公司生产的产品主要包括: 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、等产品,公司成立迄今,正是由于各界朋友们对于我们的持续支持与关怀,及本公司全体同仁辛勤的耕耘与付出,使公司持续发展与茁壮成长。展望未来,我公司怀着感恩之心,更加追求卓越的业绩,来回馈社会,服务顾客。


钢材产品市场随着社会经济的发展逐渐发展壮大起来,其中,铸钢件就是备受欢迎关注的钢材产品之一,关于铸钢件的具体生产尺寸偏差的把控,小编为您进行了如下总结概括。
铸钢件的设计者在进行设计时就需要把尺寸偏差考虑在内,不能仅仅的设置一个准确的数值让机床进行生产,因为无论是人工还是智能都会有一定的生产偏差存在,百分百一次性wan美是不太可能的,所以一定要预先留出尺寸,让后期可以有调整的余地。但是预留的尺寸也不能过多,这样容易造成浪费的状况。
其次厂家在进行铸造铸钢件之前,应该先对铸造原料的固态线收缩率进行了解,这样才可以更加有效地避免铸钢件的尺寸偏差情况,否则收缩过大会直接影响后期铸钢件的尺寸问题。



模具温度和浇注温度较低,产生填充不好,造成金属基体未完全熔合,凝固后强度不够,容 易有开裂的现象,远离内浇口的部位容易出现。
铸件的留模时间过长,使压铸件晶粒粗大。
浇铸合金杂质含量过高,降低了合金的可塑性,特别是铁的含量过高或硅的含量过低。
.推杆配置不当或顶出力不均匀,使压铸件各部不能同时脱模,在脱模过程中,会造成脱模倾斜,使压铸件开裂。
.成型零件强度不够,特别是细长的型芯,在填充时,产生扭曲变形,妨碍铸件的顺利脱模。
铸钢件厂家了解到铸钢的机械性能比铸铁高,但其铸造性能却比铸铁差。因为铸钢的熔点较高,钢液易氧化、钢水的流动性差、收缩大,其体收缩率为10~14%,线收缩为1.8~2.5%。为防止铸钢件产生浇不足、冷隔、缩孔和缩松、裂纹及粘砂等缺陷,必须采取比铸铁复杂的工艺措施:







 扫一扫
扫一扫