准备好领略《黄南》【当地】长安D2钢现货库存天天低价产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您全面了解它的独特之处。
以下是:黄南《黄南》【当地】长安D2钢现货库存天天低价的图文介绍



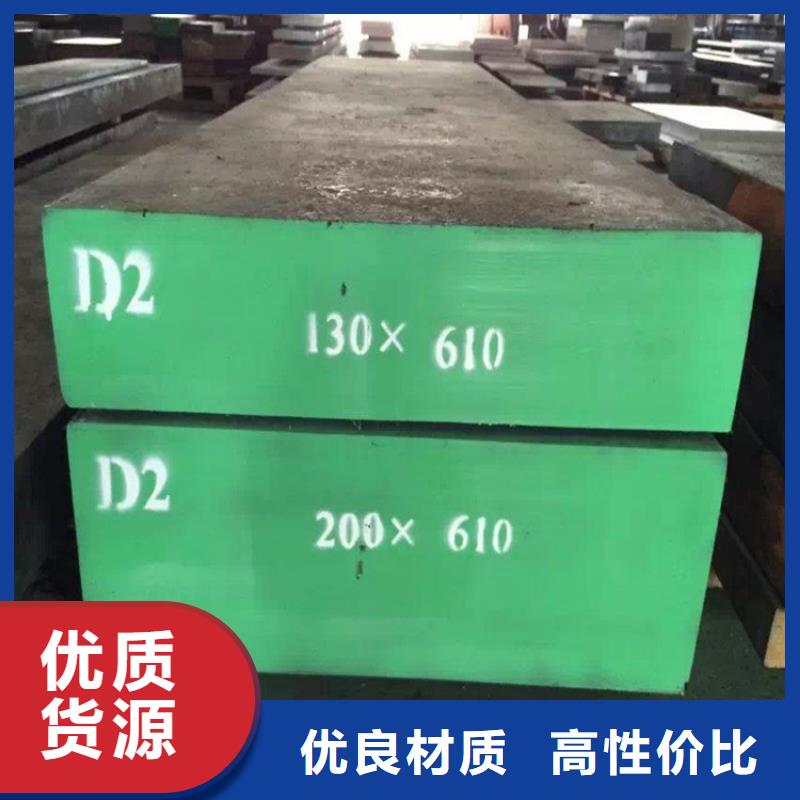
黄南天强特殊钢有限公司经营各种规格模具钢材料,各种尺寸黄南钢材,冷轧板,精光板,冷作模具钢,圆钢,薄板等等。黄南D2模具钢是优质工具钢,硬度59-60HRC,深度冷处理至-120度,两次退火,其优点是坚韧和较长时间的刀刃保持性,用来做刀具效果很好。D2国际上较广泛应用的高碳高铬冷作模具钢,属莱氏体钢,具有高的淬透性、淬硬性和高的耐磨性;高温抗氧化性能好,淬火和抛光后抗锈蚀能力好,热处理变形小。D2钢刀失效主要是崩刃而非卷刃,原因在于D2属于莱氏体钢,天生组织颗粒粗大,再不重视纯净度控制,韧性低,国产D2做户外刀具多次劈砍后往往崩刃,掉块或者崩角缺口就是这个原因。D2刀很难磨出极锋利的刀口,其锋利度也和莱氏体钢碳化物粗大有关系,刀口磨削时如果放大倍数观察会发现在刃口有掉渣的现象,这就是组织粗大的表现,不改善组织就不能从根本上改善D2使用性能。



天强特殊钢有限公司坐落于广东省东莞市长安镇沙头东大路234号。优越的地理位置和便利的交通给公司的发展带来了充分的条件。本公司生产设备精良,工艺先进合理,检测手段齐全,技术力量雄厚;主营产品 模具钢生产厂家、,产品遍布全国各地,在同行业中名列前茅。产品销往全国各地,受到广大用户的好评。过硬的产品质量,优质的售后服务,是我公司不断的追求!您的满意是我们永远的承诺。欢迎新老客户光临惠顾!


黄南天强特殊钢有限公司经营各种规格模具钢材料,各种尺寸黄南钢材,冷轧板,精光板,淬火料,圆钢,薄板,冲子料等等。黄南D2模具钢热处理规范:热处理规范:淬火,820±15℃预热,1000±6℃(盐浴)或1010±6℃(炉控气氛)加热,保温10~20min,空冷,200±6℃回火。 去应力退火:工件粗加工后,加热至600~650℃,保温2小时,随炉冷却到500℃,出炉空冷。 淬火:工件缓慢升温到600℃,保温20分钟进行次预热,均温后升至850℃,再保温30min进行第二次预热,升温到1020~1040℃,保温25~40min,出炉空冷。 回火:淬火后应立即回火,并回火至少两次,每次保温时间不低于2h 注意:淬火后应及时回火,防止开裂,并要防止表面脱碳,量规及高精度模具应进行深冷处理(-70℃),并采用高温回火,减少工件变形,高温回火温度500~560℃,硬度大于58HRC。 硬度 :退火,≤255HB,压痕直径≥3.8mm,淬火,≥59HRC 。 热处理规范及金相组织:淬火,820±15℃预热,1000±6℃(盐浴)或1010±6℃(炉控气氛)加热,保温10~20min,空冷,200±6℃回火。



黄南天强特殊钢有限公司经营各种规格模具钢材料,各种尺寸黄南钢材,冷轧板,精光板,淬火料,圆钢,薄板,冲子料,高速钢,透气钢,不锈钢等等。黄南D2模具钢特性:高的硬度和耐磨性。高温抗氧化性能好。热处理稳定 。供应状态:退火,≤255HB。用途:用于五金冲压模,拉伸模,不锈钢片冲裁模,高硬度冲裁模,剪切刀模,搓丝模,五金零件制作,机械制造等。d2模具钢高耐磨、微变形冷作模具钢,风硬工具钢,含碳量高达1.5%,含铬量高喧11.5%,经热处理硬度可达60HRC。D2钢可用来制造截面大、形状复杂、经受冲击力大、要求耐磨性高的冷作模具钢,如硅钢片冲模、冷切剪刀、切边模等。去应力退火:工件粗加工后,加热至600~650℃,保温2h,随炉冷却到500℃,出炉空冷。淬火工件缓慢升温到600℃,保温20min进行次预热,均温后升至850℃,再保温30min进行第二次预热,后升温到1020~1040℃,保温25~40min,出炉空冷。回火:淬火后应立即回火,并回火至少两次,每次保温时间不低于2h注意:淬火后应及时回火,防止开裂,并要防止表面脱碳,量规及高精度模具应进行深冷处理(-70℃),并采用高温回火,减少工件变形,高温回火温度500~560℃,硬度大于58HRC。


 扫一扫
扫一扫